
Step-by-step Installation of 215kWh Cabinet Pre-integrated PV Container for High-altitude Regions
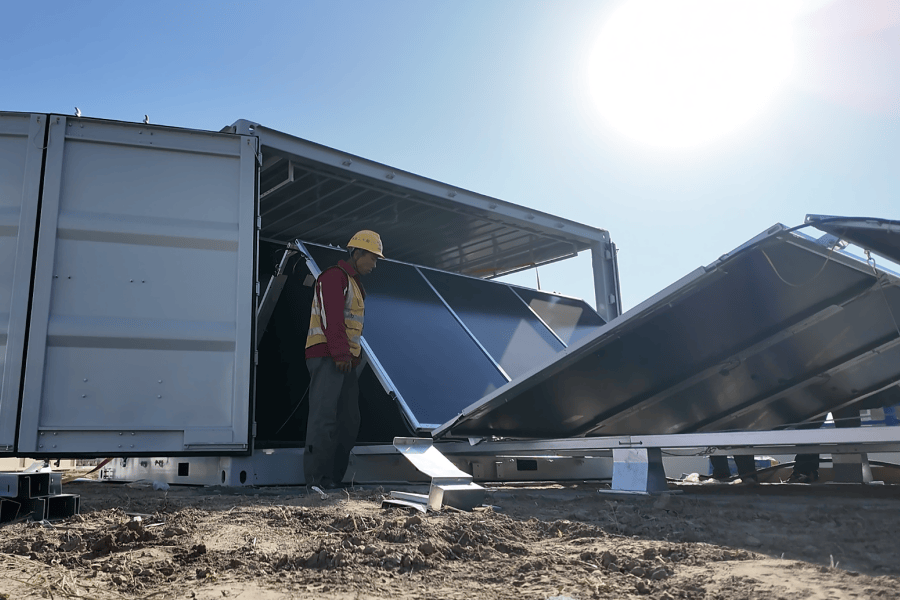
Table of Contents
- The High-Altitude Challenge: It's More Than Just Thin Air
- Why Pre-Integrated Matters for Remote & Rugged Sites
- The Installation Playbook: A 215kWh Cabinet, Step-by-Step
- Lessons from the Field: A Colorado Case Study
- Beyond Installation: The Real Value Unlocks
The High-Altitude Challenge: It's More Than Just Thin Air
Honestly, when most folks think about deploying battery storage in places like the Colorado Rockies or the Swiss Alps, the first thing that comes to mind is the view. But for us engineers on the ground, the first thing we think about is derating. You see, standard commercial battery systems are often rated for altitudes up to 2000 meters (about 6560 ft). Go above that, and the reduced air density starts playing havoc with cooling efficiency and electrical clearances. I've seen this firsthand on site C an inverter that runs perfectly at sea level can overheat and fault in a high-altitude mining operation, leading to unexpected downtime and a real headache for the asset manager.
This isn't a niche problem. According to the National Renewable Energy Laboratory (NREL), there's significant renewable potential in high-altitude regions across the western US and Europe, from solar farms to microgrids for remote communities. But the industry standard "one-size-fits-all" containerized BESS often needs costly, on-site modifications to work safely and efficiently up there. The core pain points? Thermal management under low air pressure, ensuring UL and IEC standards are met for safety (arc flash risks can change!), and the sheer logistical cost of sending crews to tweak and tune systems at 10,000 feet.
Why Pre-Integrated Matters for Remote & Rugged Sites
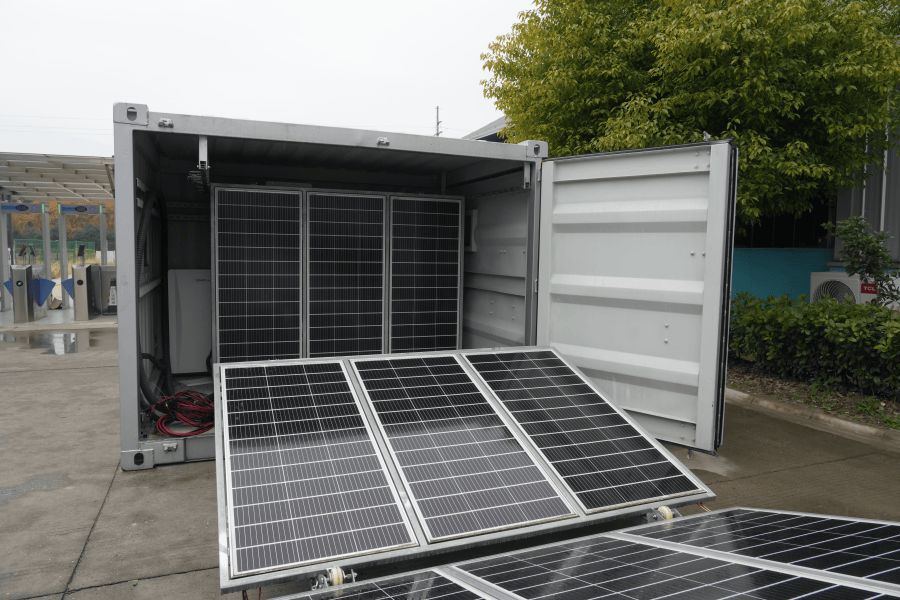
This is where the philosophy behind a pre-integrated, high-altitude-ready solution like our 215kWh cabinet system truly pays off. Think of it not as a product, but as a deployment strategy. Instead of shipping a standard container and a pile of separate components to the site for assembly (and hoping your local crew has high-altitude experience), we do the hard work in a controlled factory environment.
Every component C the battery cabinets, the HVAC system specifically sized for low-density cooling, the step-up transformers with adjusted dielectric strength, even the fire suppression system C is selected, tested, and integrated as one cohesive unit. It's designed from the ground up for the environment. This approach directly tackles the three big "A's" of high-altitude projects: Altitude derating, Access logistics, and Asset performance predictability. By solving for these at the factory, we dramatically reduce the complexity and risk on site.
The Installation Playbook: A 215kWh Cabinet, Step-by-Step
So, what does a streamlined, high-altitude installation actually look like? Let's walk through it. The goal is minimal on-site work and maximum "plug-and-play."
Phase 1: Pre-Site & Foundation (Weeks Before)
It all starts with the foundation. We provide precise civil drawings for a simple, reinforced concrete pad. The key here is avoiding complex underground work that's miserable in rocky, high-altitude terrain. The pad is usually the only major civil work needed.
Phase 2: Delivery & Placement (Day 1)
The pre-integrated container arrives on a flatbed. With all internal components already mounted and wired, it's a single lift. A crane places it on the pre-prepared pad. Honestly, this is where you see the first major time savings. We're talking about moving from a multi-week assembly process to a few hours.
Phase 3: Hookup & Commissioning (Days 2-3)
This is the critical path. Our crews, trained for high-altitude work, connect the main AC and DC feeds. Because the internal C-rate management and thermal systems are pre-configured for the altitude, the commissioning process is vastly simplified. We're not tuning cooling curves from scratch; we're validating a pre-set, optimized performance envelope. Safety checks, particularly for the enhanced electrical clearances per IEEE and IEC guidelines for high voltage at altitude, are performed.
Phase 4: Grid Sync & Handover (Final Day)
The system syncs with the local microgrid or PV array. We run a final performance test, often simulating a full charge-discharge cycle to verify the Levelized Cost of Energy (LCOE) projections. The handover includes training for local operators, focusing on the specific high-altitude monitoring parameters in our interface.
Lessons from the Field: A Colorado Case Study
Let me give you a real example. We deployed a system for a remote ski resort and data center in Colorado, sitting at about 2,900 meters (9,500 ft). Their challenge was peak shaving and backup power. The thin air and temperature swings were causing issues with their old, piecemeal system. The thermal management was constantly playing catch-up, hurting the battery's longevity and effective capacity.
Our pre-integrated 215kWh cabinet solution used an HVAC system with a 30% higher capacity margin and fans rated for the lower air density. The battery management system (BMS) was programmed with a slightly conservative C-rate to manage heat generation proactively. The result? A system that hit its promised round-trip efficiency from day one. The resort now reliably shaves their peak demand charges, and the data center has a bulletproof backup. The total installation time, from pad-ready to commercial operation, was under 5 days. That's the power of pre-integration in a tough environment.
Beyond Installation: The Real Value Unlocks
Where this approach really wins is over the 10-15 year life of the asset. A system that isn't stressed by its environment from day one has a lower degradation rate. When we talk about optimizing LCOE, it's not just about the capital cost; it's about energy throughput and longevity. A robust thermal system designed for altitude means more consistent cycles, less capacity fade, and a better financial return over time.
For our clients in the US and EU, compliance isn't optional. A factory-integrated system allows for complete traceability and testing against standards like UL 9540 and IEC 62933 before it ever leaves the dock. This de-risks the entire project for the developer and the financier.
So, the next time you're evaluating storage for a project above 2000 meters, look beyond the spec sheet. Ask: "Was this system assembled for altitude, or was it designed and integrated for it?" The difference isn't just on paper; it's in the reliability of your ROI and the simplicity of your commissioning report.
What's the biggest logistical hurdle you've faced on a remote energy project?
Tags: UL Standard BESS LCOE Europe US Market Renewable Energy High Altitude Installation
Author
James Zhang
20+ years agricultural energy storage engineer / Highjoule CTO